This standard applies to steel convoluted double-layer brazed pipes intended for pipelines of hydraulic systems of combines, tractors, automobiles, household refrigerators, etc.
1. Assortment
1.1. The shape, dimensions and mass of 1 m of pipes must correspond to those indicated in Fig. 1 and in Table 1.
Table 1 Sizes & Weights
| Outside Diameter | Weight, kg/meter | ||
| Wall Thickness | 0.7 | 0.8 | 0.9 |
| 3 | 0.040 | – | – |
| 4 | 0.057 | 0.063 | – |
| 4.75 | 0.070 | – | – |
| 5 | 0.074 | 0.083 | – |
| 6 | 0.091 | 0.103 | – |
| 8 | 0.126 | 0.142 | 0.158 |
| 10 | 0.161 | 0.182 | 0.202 |
| 12 | – | – | 0.246 |
| 14 | – | – | 0.291 |
| 15 | – | – | 0.313 |
1.2. The length of the pipe is made:
dimensional – from 3 to 6 m, according to the customer’s request it is allowed to produce measuring pipes up to 9 m in length;
immeasurable – from 1 to 6 m, at the request of the user it is allowed to produce non-dimensional pipes longer than 6 m;
multiples – within the limits of non-dimensional pipes with a multiplicity of at least 100 mm.
The allowance for each cut of a multiple length should be no more than 5 mm. At the request of the consumer, another allowance is allowed.
1.3. Limit deviations along the length of measuring and multiple tubes should not exceed +10 mm.
1.4. Limit deviations in the outer diameter and wall thickness should not exceed those specified in Table 2.
At the request of the customer, pipes of increased accuracy are manufactured: with a diameter of 10 mm with a maximum deviation in diameter ± 0.05; diameter up to 6 mm with a maximum deviation in the wall thickness of not more than (-0.07, +0.05) mm.
1.5. At the request of the consumer, the pipes are manufactured with a displaced tolerance for the outer diameter, while the maximum deviations are established by the manufacturer’s agreement with the consumer and should not exceed the total bilateral deviation indicated in Table 2. In this case,
Table 2 Sizes & Tolerances mm
| Outside Diameter | OD Tolerances | Wall Thickness Tolerances | ||
| Normal | High | Normal | High | |
| Below 6 | +0.10 -0.12 | +0.05 -0.07 | +/-0.13 | +/-0.10 |
| 6 and above | +0.10 -0.12 | +0.05 -0.07 | +/-0.10 | +/-0.07 |
| from 10 to 15 | +0.12 -0.14 | +/-0.08 | +/-0.10 | +/-0.07 |
1.6. The ovality and the difference in the pipes should not lead to the dimensions of the pipes for the limiting deviations, respectively, for the external diameter and wall thickness.
1.7. The curvature of pipes per 1 m of length should not exceed 6 mm for pipes of normal accuracy and 5 mm for pipes of high precision manufacturing.
At the customer’s request, the curvature of the pipes should not exceed 3 mm per 1 m of length.
1.8. The ends of the pipes must be cut at a right angle. The ends of the measuring pipes must be cleaned from the burrs. At the request of the consumer, the manufacture of measuring pipes without deburring is allowed.
Examples of marking:
Pipe outer diameter 8 mm and wall thickness 0.7 mm, length 3000 mm, made of steel 08kp:
Pipe 8 х0,7х3000-08кп GOST 11249-80
The same, length, multiple of 100 mm:
Pipe 8×0.7x100kr-08kp GOST 11249-80
The same, unlimited length:
Pipe 8х0,7-08кп GOST 11249-80
In the notation of pipes of increased accuracy, after the word “pipe” the letter “P” is added, the pipes of the highest quality category – “B”, for example:
Pipe P 8х0,7-08кп GOST 11249-80
Pipe In 8х0,7х7950-08кп GOST 11249-80
2. TECHNICAL REQUIREMENTS
2.1. Pipes are manufactured in accordance with the requirements of this standard for technological regulations approved in accordance with the established procedure.
Pipes are made of steel strip steel grades 08kp and 10 in accordance with GOST 1050-88 and 08Yu according to GOST 9045-93.
2.2. Pipes should be soldered copper over the entire contact surface of the layers in a protective atmosphere.
Bonded edges are not allowed.
Insignificant deplorable layers are allowed, if they do not cause the formation of corrugations and bumps in the bend performed in accordance with the requirements of paragraph 2.9.
2.3. The outer and inner surfaces of the pipes should be free of cracks, captures, flaws, delaminations, rust.
Risks, shells, scratches and dents within the limits of wall thickness variations are allowed; insignificant local inflows of copper within the limits of deviations in the external diameter; non-uniform surface color.
On the inner surface of pipes there should be no dirt and products of combustion of lubricants, while the residual contamination of the internal surface should not exceed 0.350 g / m2.
At the request of the consumer, the residual contamination of the inner surface of the pipes should not exceed 0.177 g/m2.
2.4. The mechanical properties of the pipe metal must comply with the standards specified in Table 3.
At the consumer’s request, the relative elongation () for pipes with a diameter of up to 6 mm should be at least 30%, for pipes with a diameter of more than 6 mm, from the steel grade 08kp – at least 27%, of steel grade 10 – not less than 26%.
| Steel Grade | OD, mm | Tensile, MPa | Elongation, % |
|---|---|---|---|
| 08кп, 08Ю | 6 & less | 294 | 29 |
| Above 6 | 26 | ||
| 10 | 6 & less | 26 | |
| Above 6 | 25 |
2.5. At the customer’s request, the pipes are made with a galvanized outer surface. The thickness of the zinc coating should be at least 12 microns.
2.6. The pipes must withstand a hydraulic pressure of 18.4 MPa (180 kgf/cm2 ). At the customer’s request, the pipes must withstand a hydraulic pressure of 35.7 MPa (350 kgf/cm2).
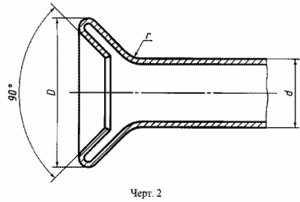
2.7. Pipes must withstand double flaring without the appearance of cracks and delaminations at an outer transition radius r= 1.0 ± 0.2 mm.
The diameter of the flange formed in the double flange should correspond to that indicated in Table 4.
| Tube OD (mm) | Flare Dia (min, mm) | Tube OD (mm) | Flare Dia (min, mm) | Tube OD (mm) | Flare Dia (min, mm) |
|---|---|---|---|---|---|
| 3 | 4.2 | 6 | 8.5 | 12 | 15.5 |
| 4 | 5.6 | 8 | 10.8 | 14 | 16.7 |
| 5 | 7.0 | 10 | 13.5 | 15 | 17.8 |
2.8. Pipes should withstand flattening without tearing the outer edge to a distance between the flattening planes equal to 4S (S- the nominal wall thickness).
Pipes having a relative elongation of at least 30% must withstand flattening to a distance between the flattening planes of 3S.
2.9. Pipes must withstand bending around the mandrel with a radius equal to three outer diameters.
2.10. Pipes must withstand the distribution until the outer diameter is increased by 20%.
3. RULES OF ACCEPTANCE
3.1. Pipes are accepted in batches. The batch shall consist of pipes of the same size in diameter, wall thickness, and steel grade and shall be framed by one quality document containing:
- The trademark or the name of the manufacturer and its trademark;
- Name of the enterprise-consumer;
- Designation of this standard;
- The size of the pipes;
- Steel grade;
- Number of melting or batch, the chemical composition of the metal pipes in accordance with the document on the quality of the manufacturer of the billet;
- Meter and number of pipes in pieces;
- Test results.
The number of pipes in a batch must not exceed 500 pcs.
3.2. In case of disagreement in assessing the quality of the chemical composition of the metal, one pipe from the lot is selected for inspection.
3.3. Checking the outer surface, dimensions, and quality of the solder is subjected to each batch pipe.
3.4. To check the internal surface for contamination, one pipe is taken from the lot. Control of contamination of the internal surface of pipes is carried out at the request of the consumer.
3.5. For the testing of pipes for tension, for double deflection, for flattening, for bending, for distribution, for hydraulic pressure to failure, and for checking the thickness of the zinc coating, two pipes from the lot are taken. The testing of pipes for distribution is carried out at the request of the consumer.
3.6. To test the pipes with hydraulic pressure, at least 1% of the pipes from the lot are taken.
3.7. At reception of unsatisfactory results of tests even on one of the indicators on it repeat tests on the doubled number of pipes selected from the same lot are carried out.
The results of repeated tests apply to the whole lot.
4. METHODS OF TESTS
4.1. For quality control, one sample is cut from each selected pipe.
4.2. The chemical composition of steel is determined in accordance with GOST 22536.0-87, GOST 22536.1-88, GOST 22536.2-87, GOST 22536.3-88, GOST 22536.4-88, GOST 22536.5-87, GOST 22536.6-88. Samples for determining the chemical composition are selected in accordance with GOST 7565-81.
4.3. Examination of the outer surface is carried out without the use of magnifying devices.
4.4. The residual contamination of the internal surface of the pipes is monitored by weighing the sample on analytical scales before washing the inner surface of the pipe with a solvent length of 0.5-1 m, curled in a helix, and after washing it and then drying it. As a solvent, use gasoline B-70 in accordance with GOST 3134-78 or hladon 113 according to GOST 23844-79.
4.4a. Control of the thickness of the zinc coating is carried out by drop method in accordance with GOST 9.302-88.
4.5. The quality of the soldering of pipes is checked by non-destructive methods of control over technical documentation. In case of disagreements that arise when controlling pipes by non-destructive methods, a bend test is performed.
4.6. The length is measured with a tape measure according to GOST 7502-98.
The outer diameter of the pipes and the wall thickness are measured by a micrometer in accordance with GOST 6507-90.
The curvature of the pipes is measured by a calibration ruler in accordance with GOST 8026-92 and a probe for ND.
4.7. The tensile test is carried out according to GOST 10006-80 on a short sample in the form of a piece of pipe.
4.8. The double-side test shall be carried out in accordance with the requirements of paragraph 2.8.
4.9. The flattening test is carried out in accordance with GOST 8695-75. When testing, the outer edge must pass along the line of greatest bending.
4.10. The bend test is carried out according to GOST 3728-78 with the use of filler.
4.11. The distribution test is carried out in accordance with GOST 8694-75 using a taper cone of 1:10.
Pipes subjected to the distribution test are not subjected to a flattening test.
4.12. Hydraulic testing of pipes is carried out in accordance with GOST 3845-75 with a holding time of at least 5 s.
Testing of pipes with hydraulic pressure before destruction is carried out according to technical documentation.
5. MARKING, PACKING, TRANSPORTATION AND STORAGE
5.1. Marking, packing, transportation and storage of pipes – according to GOST 10692-80.
5.1.1. Upon the agreement of the manufacturer and the consumer, it is allowed to pack the pipes in packages or bundles. In this case, the pipes should be connected by wire in accordance with GOST 3282-74 in three places, wrapped along the length and at the ends of oiled paper in accordance with GOST 8828-89, and then with packaging material (mats, nonwoven cloth, scrap or artificial fibers) wire in accordance with GOST 3282-74 in at least three places.
5.2. Packing of pipes – at the request of the consumer.
5.2.1. Each lot is tied with wire according to GOST 3282-74 or tape in accordance with GOST 3560-73 in at least four places.
5.2.2. Pipes are delivered in packages composed of several lots, one grade of steel being a total number in one package not exceeding 15,000 m.
5.2.3. To prevent moisture and dirt from entering the pipes, each package of pipes must be wrapped along its entire length in two layers with paraffined paper in accordance with GOST 9569-79 or bitumen paper in accordance with GOST 515-77. At the ends of the package, the paper should be carefully sealed, then the ends of the package should be wrapped with a packing fabric in accordance with GOST 30090-93 or with a cloth of artificial fibers or non-woven, film materials at a distance of not less than 1 m from each end. Packed pipes must be laid in wooden grates and tightly tied with packing tape according to GOST 3560-73 or wire according to GOST 3282-74. The distance between the links should not be more than 1.5 m. The length of one grid must be at least two links. Lattices should protrude beyond the ends of the bag for a length of not more than 30 mm.